

合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
-
> 表面張力輔助制造陶瓷厚膜,突破傳統陶瓷膜制備方法的局限
> 表面張力估算法測定29種常見低芳淺色礦物油的溶解度參數——實驗部分
> 真空烘烤設備服務于航天器研制過程中的污染控制
> 水滴附著在垂直立面(鏡子、瓷磚等)靠什么原理?
> 什么是響應性表面活性劑,響應性表面活性劑的種類、結構與應用領域
> 炔屬二醇表面活性劑對環氧灌漿材料漿液性能、灌體的滲透性影響(二)
> 熱力學模型計算MgO-B2O3-SiO2-CaOAl2O3富硼渣表面張力(一)
> 結合邏輯知識及力的三要素探討表面張力的客觀性
> 表面張力為35.5 mN m?1可提高水凝膠涂層仿生水下非粘著超疏油性能
> 低界面張力納米流體提高低滲透油藏壓裂滲吸速率和采收率(一)
推薦新聞Info
-
> LB膜分析儀應用:烷基取代喹吖啶酮衍生物的Lb膜制備及其光學性能研究(二)
> LB膜分析儀應用:烷基取代喹吖啶酮衍生物的Lb膜制備及其光學性能研究(一)
> 利用高通量表面張力儀探究三硅氧烷離子液體的吸附動力學
> 基于Delta-8表面張力儀的三硅氧烷離子液體動態吸附行為分析
> 偏硼酸鈉復配表面活性劑用于樁西高鈣鎂油藏超低界面張力驅油體系研究?
> 樁西原油與耐垢堿/表面活性劑復合體系的動態界面張力行為
> APTES在絹云母表面的周期性自組裝特性
> APTES/乙醇溶液處理與絹云母粉末表面張力測定
> 絹云母粉末表面APTES自組裝及其張力變化
> 堿是如何影響重烷基苯磺酸鹽體系的界面張力的?(二)
表面張力和重力驅動下液態釬料填充焊縫流動模型構建及效果評估(二)
來源:科學技術與工程 瀏覽 1025 次 發布時間:2025-07-17
1數值計算方法
液態釬料的流動過程十分穩定,雷諾數很低,故采用不可壓層流方法對流場進行求解。連續性方程為
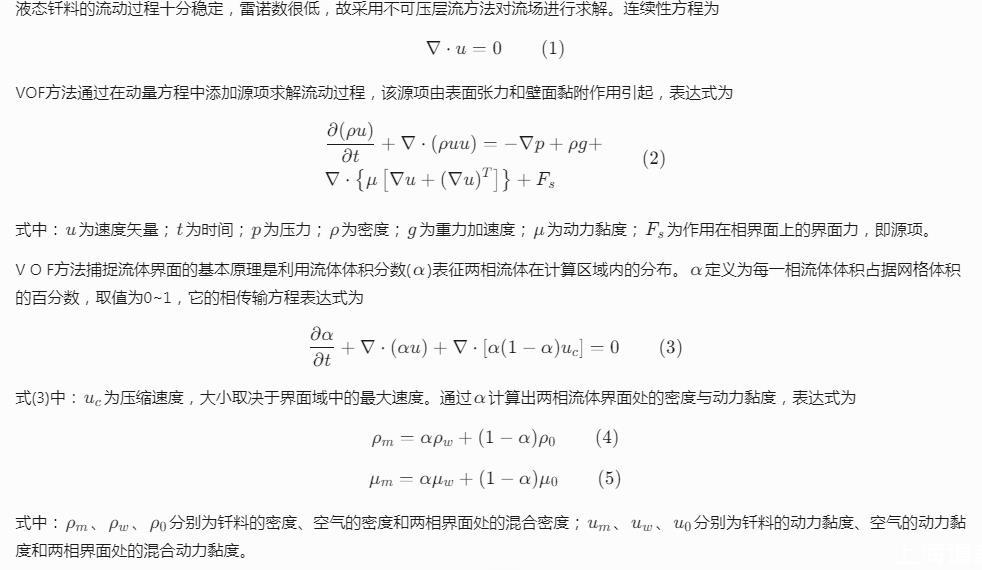
VOF方法通過在動量方程中添加源項求解流動過程,該源項由表面張力和壁面黏附作用引起,表達式為
式中:u為速度矢量;t為時間;p為壓力;rho為密度;g為重力加速度;mu為動力黏度;F_{s}為作用在相界面上的界面力,即源項。
V O F方法捕捉流體界面的基本原理是利用流體體積分數(alpha)表征兩相流體在計算區域內的分布。alpha定義為每一相流體體積占據網格體積的百分數,取值為0~1,它的相傳輸方程表達式為
式(3)中:u_{c}為壓縮速度,大小取決于界面域中的最大速度。通過alpha計算出兩相流體界面處的密度與動力黏度,表達式為
式中:rho_{m}、rho_{w}、rho_0分別為釬料的密度、空氣的密度和兩相界面處的混合密度;u_{m}、u_{w}、u_0分別為釬料的動力黏度、空氣的動力黏度和兩相界面處的混合動力黏度。
應用連續表面力CSF模型,考慮表面張力的影響,并將表面張力作為體積力加到動量方程源項中,表達式為
式(6)中:F_{s}為界面力;sigma為兩相界面張力;kappa為界面曲率;n為垂直于兩相界面的單位法向向量。
在VOF模型中,通過壁面黏附模型設定液體和壁面的接觸角,以此調整壁面附近兩相界面的單位法向量方法如式(7)所示。壁面的接觸角,以此調整壁面附近兩相界面的單位法向量n,計算方法如式(7)所示。
式(7)中:theta為接觸角;n_{b}、t_{b}分別為兩相界面與壁面接觸的單位法向量和單位切向量。
2物理模型及計算區域設置
2.1基本假設
高溫真空釬焊過程的模擬環境較為極端,還會涉及釬料的相變,對真空狀態下的釬焊流場求解十分困難。為計算釬料升溫融化、潤濕填充焊縫過程,根據實際釬焊過程做出如下假設。
(1)釬料的熔點為1470K。溫度低于1470K時,釬料保持固態;溫度高于1470K時,釬料為液態。
(2)將液態釬料視為不可壓縮流體。
(3)所有固體結構在加熱過程中不發生任何形變。
(4)忽視各構件之間的輻射熱交換。
(5)以低真空度空氣域模擬真空環境。
2.2物理模型與計算設置
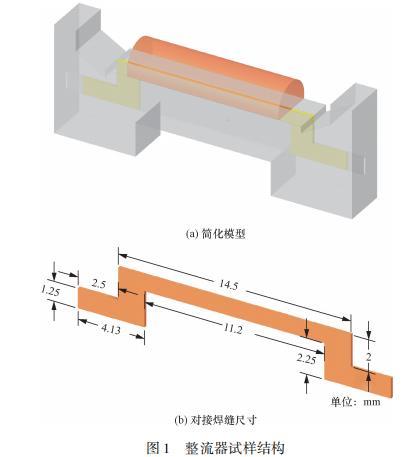
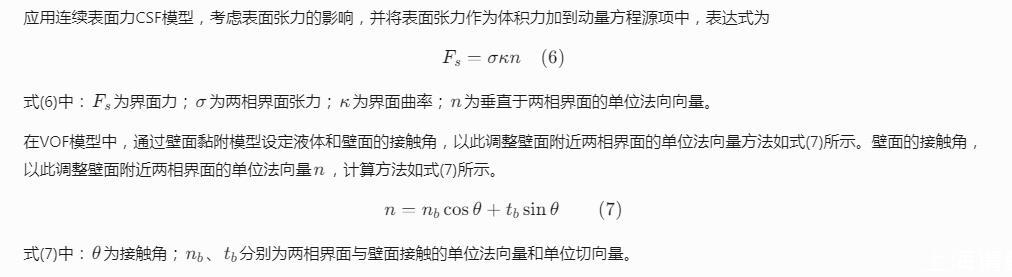
圖1(a)為基于實際釬焊情況的試樣結構簡化模型,橙色部分為釬料涂覆區域,放置在焊縫上方,材料為鎳基高溫合金;黃色部分為待焊接區域,該焊縫兩側表面互相平行,間距為0.2mm;灰色部分為母材,加熱過程中不發生形變,不與釬料相互溶解。整流器試樣結構對接焊縫尺寸如圖1(b)所示。
計算方案基于VOF模型,以真空度為0.04Pa的空氣模擬真空環境,試樣結構完全被空氣包裹。計算時間步長為0.001s;由于缺少液態鎳基合金的接觸角資料,故參考文獻中與本計算工況(1500K左右)相近的銀釬料滴在基板上的接觸角,將靜態接觸角設置為10°。表面張力為2.0N/m,由JMatPro軟件擬合得到。釬料未融化時,計算域十分穩定,任意位置處速度為0m/s,控制方程的收斂速度較快,為節省計算資源,將初始場的溫度設為1469.9K,恰好低于釬料的熔點。為防止氣體無法排出焊縫,導致局部壓力過高從而阻礙液態釬料鋪展,故在焊縫下端設置開口,確保釬料正常潤濕鋪展。真實釬焊過程中,升溫及保溫時間很長,在幾十分鐘以上,但釬料填充焊縫通常在幾秒內就已完成,故將升溫時間壓縮,具體升溫工藝如圖2所示。
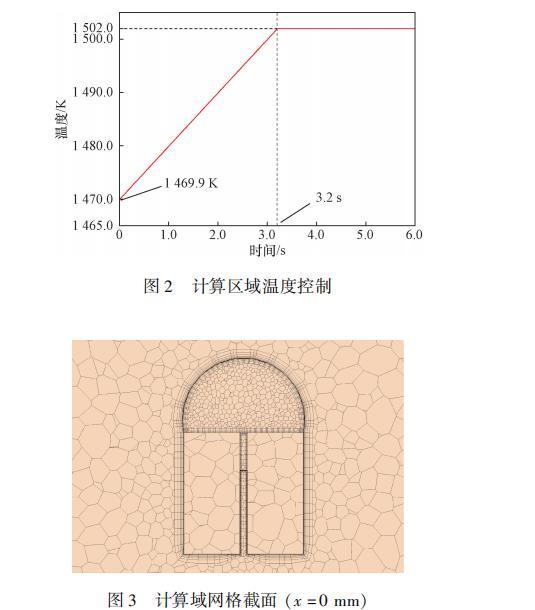
計算域網格截面(x=0mm)如圖3所示,整體上采用多面體網格,在釬料涂覆區域內外均設置邊界層網格,為準確捕捉多余釬料在母材表面的流失過程,對母材表面的網格進行加密。